
ボールねじ・ベアリング交換修理【NC旋盤・マシニングセンタ】 加工精度が悪い?異音発生!

最近不良品がでるようになったお客様「NC旋盤・マシニングセンタの加工精度にばらつきがある…。加工面が悪くなった…。軸移動時に異音がする…。何とかしてください」
今回はこのようなトラブル対応で一番よくあるボールねじ・サポートベアリング交換修理について実例を交えながら解説していきます。
本記事の内容
- ボールねじ・ベアリングが悪い時の症状
- 不具合原因の調査方法
- ボールねじ、ベアリング交換修理の作業内容と注意点
- 再発防止対策
本記事の信憑性
この記事を書いている私は、15年の大手工作機械メーカーでのサービスエンジニア歴と2000件以上のメンテナンス実績をもとに、現在は独立してフリーランスのサービスエンジニアとして活躍しております。
動画解説:ボールねじ・ベアリング交換【NC旋盤・マシニングセンタ】 加工精度が悪い?異音発生!
本記事の「ボールねじ・ベアリング交換」を抜粋して動画で解説しております。文字情報よりも頭に入りやすいと思います。

「最近製品に不良が少し増えてきたな…。 異音が気になるようになってきたな…。」とお悩みではないでしょうか?
私自身、修理でお客様を回っていると、異音がしたまま機械を使っていらっしゃるケースをよく目にします。異音が自然に改善することはないので、「寸法など他の不具合へと影響が出る前に直したほうがいいのにな」と思ったりします。
今回はそんな加工精度や軸の異音に関するトラブル対応の内容となります。
※3分ほどで記事は読む終わります。3分後にはNC旋盤やマシニングセンタのボールねじ、ベアリング交換について、より理解できるようになっています。
「ボールねじ・ベアリング交換に関して知りたい…。精度不良や軸の異音で困っている…。」そんな方必見です。
今回事例として紹介するお客様は、自動車部品の加工をNC旋盤で行われてるA社様となります。
ボールねじ・ベアリングが悪い時の症状
ボールねじやサポートベアリングが悪い時の主な症状としてはこちらになります。
- 加工寸法にばらつきがでる
- 軸移動のときに異音がする
- 加工面が悪い
- バックラッシュが大きい
- 送り軸の過負荷アラームが発生
A社様でお困りの症状としては、加工寸法のバラツキと異音でした。
マシンダウンまではいっていない状態でしたが、お客様は生産性が落ちてストレスを感じておりました。
不具合原因の調査方法

不具合原因の調査方法としては
- てこ式ダイヤルゲージで各軸のバックラッシュを測定して、ねじやベアリングにがたつきがでていないかを判断します。
- 異音が軸のどの部分から発生しているのか判断するために、モーターとボールねじの連結を切り離してモーター単体で異音がしていないか確認します。モーター単体で異音がしない場合はボールねじやベアリングといったメカ的な問題となります。
- プロテクターを開けて目視でボールねじ・ベアリング及び、プロテクター内部に切りくずがたまっていないかを確認します。溜まった切りくずが直接不具合につながっているケースもあります。
A社様での調査結果としては
- バックラッシュの測定結果 X軸 0.15mm Z軸0.007mm。X軸のバックラッシュが0.15mmと大きいことがわかります。
- X軸の移動時に異音が発生しておりましたので、X軸モーターを切り離して、モーター単体では異音がしないことを確認。
- プロテクター内部を確認したところ、切りくずやクーラント侵入した形跡はあるが、切りくずが直接軸移動を邪魔するほどではない。
これらの調査内容をお客様に報告し、相談した結果、最も原因の可能性として高いX軸サポートベアリングとボールねじを交換することになりました。
バックラッシュの確認方法はTAKAMAZさんの動画が参考になります。

NC旋盤のボールねじ・ベアリング交換修理の作業内容

ボールねじ・サポートベアリングの交換手順を、A社様でのNC旋盤のX軸における修理内容をもとに解説していきます。機械が変われば作業内容も変わりますが、大まかな作業内容こちらです。
- 交換前の原点復帰位置を控えておきます。私はいつもブロックゲージを使って、タレットとチャック外周で原点位置を控えています。
- プロテクター・カバーをバラしていき、ベアリングとボールねじが見えるようにする。
- 軸の落下防止措置を行います。重力軸ではブレーキが外れると軸が落下してきます。
- 電源を落とし、モーターとブレーキを取り外していきます。
- ベアリングとボールねじをばらしていきます。
- 新しいボールねじとベアリングを取り付けていきます。この時機械によりますがベアリングの押し代の確認が必要です。今回はベアリングの厚みに変化がなかったため外輪用フランジはそのまま使用することができました。必要なら外輪フランジの研磨が必要です。
- ボールねじのテンションは0.03mmとなるようにロックナットを締め付けました。
- モーターとブレーキを取り付けます。
- 電源を入れて、注意をしながら軸移動の確認をします。
- 原点復帰位置をパラメーターにて調整します。今回の制御機器はファナックなので、#1850にて調整。
- バックラッシの調整も#1851にて調整しました。
- カバーとプロテクターをもとに戻します。
- 最終的にお客様に加工していただき、製品にも問題ないこと確認いただきました。
ボールねじとベアリングの交換後、寸法は安定し、異音もきれいになくなりました。
作業前に原点復帰位置を正確に控え、作業後に位置関係を同じ値に復旧することにより、作業後すぐに製品の寸法を出すことができ、生産にスムーズに戻ることができました。
今回はボールねじまで交換しましたが、作業をすすめていく中で、ボールねじ単体で問題ないことが判明した場合は、サポートベアリングだけ交換して問題解決することも多いです。ボールねじは非常に高価なのでできれば交換なしでいきたいですね。
作業の注意点
※原点復帰位置は必ず機械座標を控えましょう。間違えて加工座標を控えて元の位置が分からなくなり苦労した経験が何度かあります。
※X軸は落下軸となるため、モーター・ブレーキ・駆動ベルトを外すタイミングで軸が落下してきます。落下防止対策及び、作業環境には安全を十分配慮する必要があります。
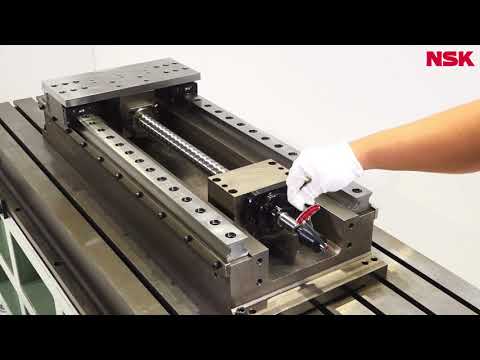
NSKさんの動画を見ると作業をイメージしやすいと思います。
再発防止対策
A社様の機械ではX軸のワイパーが激しく劣化しておりました。そのため、切りくずやクーラントがプロテクター内部に侵入し、ベアリングやボールねじの不具合につながったと考えられます。
X軸ワイパーの交換及び、定期的なワイパーのチェックと交換をお願いして、不具合対策とさせていただきました。
このパターンで送り軸の不具合が発生しているお客様はけっこう多いです。意外と点検項目から抜けていることが多い箇所なので、ぜひみなさんも日常点検項目にワイパーチェックを加えていただきたいです。
まとめ
ボールねじや・ベアリングは長年機械を使っていればどうしても劣化してくる箇所です。また、一度悪くなり始めれば、自然によくなることはありません。大きな問題につながる前に対応するようにしたいですね。
ボールねじ・ベアリング交換作業は、送り軸周りは汚れており、機械にもぐる必要もでてくるため、けっこうハードな作業になることが多いです。その分、作業後に送り軸がきれいになり、寸法や異音が劇的に改善した時の達成感はひとしおです。
一つの軸の異音が改善すると、今まで気にならなかった他の軸も気になり出すのも、この作業あるあるですね。
【6つのバックラッシュ原因まとめ】NC旋盤のギブ調整修理編
バックラッシュが悪いのでは?【NC旋盤のギブ調整修理】設最近R加工時にワークにすじが入るようになった…。加工寸法は問題ないがバックラッシュがあるのかも…。製品の良し…


